Wika
Kumuha ng isang quote
Kumuha ng isang quote
 Home / Kagamitan / DTN pneumatic spot welding machine / DTN2 pneumatic spot welding machine / DTN2-150KW LCD display parameter pneumatic spot welder
Home / Kagamitan / DTN pneumatic spot welding machine / DTN2 pneumatic spot welding machine / DTN2-150KW LCD display parameter pneumatic spot welder 




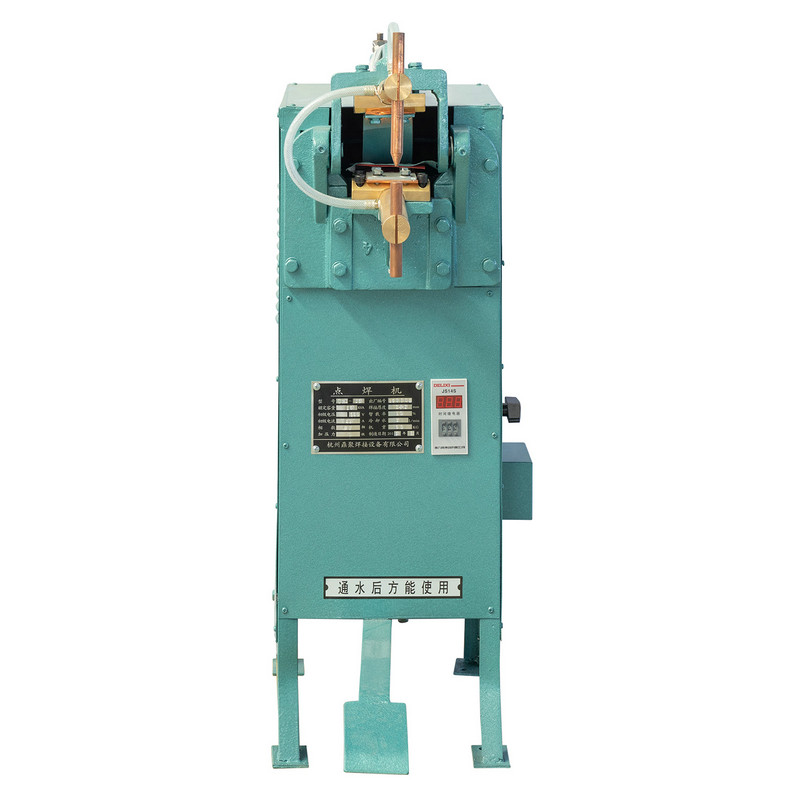
Nilagyan ng isang sistema ng control ng microcomputer at isang display ng LCD para sa visualization ng parameter, ang DTN2-150kW LCD display na parameter ng pneumatic spot welder ay nag-aalok ng katumpakan, kaliwanagan, at kadalian ng paggamit. Gumagawa ito ng kaunting mga spark sa panahon ng hinang at tinitiyak ang matatag na mga resulta ng hinang. Tamang-tama para sa mga gawain ng hinang na kinasasangkutan ng mainit at malamig na mga plato, hindi kinakalawang na asero plate at wire, nuts, at iba pang iba pang mga workpieces, ang makina ay nagsasama ng isang all-copper transpormer at malawak na boltahe na teknolohiya. Pinapayagan ng teknolohiyang ito para sa awtomatikong pagsasaayos ng boltahe sa loob ng isang 20% na saklaw, na umaangkop nang walang putol sa iba't ibang mga pangangailangan sa pagpapatakbo.
Ang pagpapatakbo ng welding machine ay diretso sa ilalim ng normal na mga kondisyon. Ang microcomputer controller ay nagpapadali sa komprehensibong pagsasaayos ng mga parameter tulad ng oras ng presyon, welding kasalukuyang, tagal ng hinang, agwat ng pagpapanatili, at panahon ng pahinga. Ang mga pagsasaayos na ito ay maaaring gawin nang direkta sa magsusupil, na ginagawang lubos na napapasadyang at mahusay ang buong proseso.

Mga pagtutukoy
| Modelo | Unit | Dtn2-200kw | |
| Pangunahing boltahe | V | 380 | |
| Na -rate na kapasidad | KVA | 200 | |
| Na -rate ang kasalukuyang input | A | 526 | |
| Pinakamataas na maikling circuit kasalukuyang | KA | 32 | |
| Na -rate na tagal ng pag -load | Pares | 20 | |
| Pangalawang yugto ng regulasyon ng boltahe | V | Regulasyon ng Boltahe ng Boltahe | |
| Pangalawang boltahe na walang-load | mm | 0.5-10 | |
| Haba ng extension ng braso ng elektrod | mm | 450 | |
| Distansya sa pagitan ng mga bisig ng elektrod | mm | 300 | |
| Pinakamataas na presyon sa pagitan ng mga electrodes | N | 8000 | |
| Cylinder Stroke | mm | 80 | |
| Laki ng elektrod | ARM ng elektrod | mm | Ф70 |
| May hawak ng elektrod | mm | Ф30 | |
| Ulo ng elektrod | mm | Ф25 | |
| Kapal ng welding | Mababang bakal na carbon | mm | 6 6 |
| Hindi kinakalawang na asero | mm | 3 3 | |
| Aluminyo | mm | 1 1 | |
| Naka -compress na presyon ng hangin | mpr | 0.6 | |
| Naka -compress na pagkonsumo ng hangin | M3/h | 22 | |
| Paglamig ng daloy ng tubig | L/min | 5 | |
| Input wire cross-sectional area | mm2 $ $ | 50 | |
Mga Inirerekomendang Produkto
MAKIPAG-UGNAYAN

Panimula: Ang Tungkulin ng Pagsasaayos ng Timing sa Gear-Type Pedal Spot Welders Ang spot welding, isang pangunahing pamamaraan sa iba't ibang proseso ng paggawa ng industriya, ay nan...
MAGBASA PA
Panimula: Pag-unawa sa Mga Pangunahing Kaalaman ng Spot Welding Ang spot welding ay isang malawakang ginagamit na proseso sa iba't ibang industriya, pangunahin para sa pagsali sa mga ...
MAGBASA PA
Pag-unawa sa Spot Welding Technology Ang spot welding ay kumakatawan sa isa sa mga pinaka-tinatanggap na pinagtibay na mga diskarte sa pagsali sa modernong pagmamanupaktura, na nagb...
MAGBASA PA
Ano ang Ginagawang Mas Matibay ang Konstruksyon ng "Metal Shell" para sa Industrial AC Welding? Panimula: Ang Kahalagahan ng Durability sa AC Spot Welding Machines Ang mga pang-indus...
MAGBASA PA
Ano ang isang DN Series Pedal Spot Welder? Ang DN series pedal spot welding machine ay isang pang-industriya-grade welding tool na pangunahing ginagamit sa paggawa ng sheet metal. Gumagana...
MAGBASA PA
Panimula sa Mga Adjustable Pedal Spot Welder at Kanilang Welding Time Range Ang Adjustable Welding Time Pedal Spot Welding Machine ay isang mahalagang kasangkapan para ...
MAGBASA PAprodukto
Impormasyon sa Pakikipag-ugnayan.
+86-152-5712-5882
Fax: +86-563-2269966
21 Guangping Road, Guangde Economic Development Zone, Guangde City, Anhui Province
QR Code





